

Auto Linia ACL AUTO LINE AML V










PARAMETRY TECHNICZNE
Opisy | Jednostka | AML-V | ||
Pojemność | Grubość | mm | 0,5 ~1,2 (ocynk) | |
Standard arkusza GI |
| GB / T2518-2008 σs ≤ 350 | ||
Szerokość blachy | mm | 1250, 1550 | ||
Wytnij na długość | mm | 600 ~4000 | ||
Rozwijaki | Waga | kg | 6000 | |
ID | mm | 508 | ||
OD | mm | 00 1100 | ||
Ilość | szt | 4 | ||
Prędkość | Płaski arkusz | m / min | ≤15 | |
Kształt L
| Sec / Piece | ≥47 | ||
□ kształt | Sec / Piece | ≥56 | ||
Dokładność cięcia | Długość | mm / m | ± 0,5 | |
Stopień | ° | ± 0,8 | ||
Dokładność składania | Długość | mm / m | ± 1 | |
Stopień | ° | ± 0,5 | ||
Pojemność kanału | TDF |
| mm | 35 |
Blokada zamka | pojedynczy | mm | 7 ~9 | |
podwójnie | mm | 14 | ||
Minimalny przekrój | L | mm | 150 × 350 | |
□ | mm | 180 × 180 (t = 0,5 ~1,0 ) | ||
OPIS ELEMENTÓW
Rozwijaki
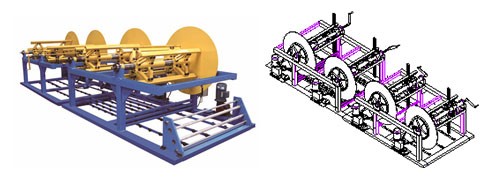
W stojak materiałowym można umieścić dwie objętości materiałów, pojedynczą objętość można przewieźć 6T. Rura stalowa 45 #, materiał jest przetwarzany przez hartowanie i odpuszczanie, o wystarczającej wytrzymałości i sztywności. Kwadratowa rura i spawana rama stalowa, a następnie przez proces starzenia, zapewniając w ten sposób stabilność wykorzystania procesu. Stojak jest wyposażony w silnik o mocy 1,5 kW, urządzenie napędzające przekładnię ślimakową, obwód sterowania, realizuje automatyczną kontrolę podawania, rozładowywania i przesuwania funkcji posuwu na powierzchni arkusza, co zapewnia bardzo dobry efekt ochronny, rozwijak ma zalety prostej obsługi, łatwości ładowania rolek blachy.
Urządzenie do prostowania, falowania, wykrawania i cięcia.
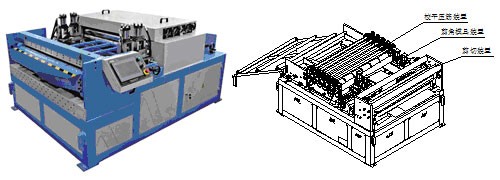
Prostowanie i rowkowanie
Z przodu są dwie pary rolek podających blachę bez poślizgu które zapewniają, że zewnętrzna powierzchnia blachy nie uszkodzi arkusza; pięć rolek poziomujących; para walców rowkujących, odstęp między falowaniem wynosi 5 * 210 mm. , wszystkie zewnętrzne powierzchnie wałków są chromowane, które jest trwałe i zapewnia, że zewnętrzna powierzchnia arkusza nie ulegnie uszkodzeniu. Regulacja rolki na wałku jest wspólna dla obu końców przekładni ślimakowej i napędu ślimakowego, w procesie regulacji, aby zapewnić synchronizację dwóch końców wałka, aby uniknąć występowania zjawiska płynięcia materiału
Nacinanie
Nacinany kwadrat (37 mm) i kształt (3 mm), w sumie cztery kawałki formy. Każda forma składa się z cylindra o średnicy skoku 50 mm i średnicy 50 mm, a pokrętło jest obracane przez obrót śruby w celu dostosowania różnej szerokości kąta ścinania płyty i głębokości kąta ścinania; a górna i dolna wymiana wykrawania matrycowego jest bardzo wygodna, wymaga różnych kątów i kształtów, wystarczy jedynie wymienić górną i dolną matrycę.
Urządzenie wykrawające w zamku pittsburgha i otworze kołnierza TDF
Otwór wykrawający na kołnierzu (patrz rysunek produktu), dwa zestawy formy. Każda forma składa się z cylindra, koło ręczne jest obracane przez obracanie śruby w celu regulacji położenia wykrawania i wykrawania płyty o innej szerokości; a górna i dolna wymiana wykrawania matrycowego jest bardzo wygodna, potrzeba innego otworu tylko do wymiany górnej i dolnej matrycy.
Urządzenie wykrawające na otworze podtrzymującym
Otwór do dziurkowania (patrz rysunek produktu), jeden zestaw form. Forma składa się z cylindra, koło ręczne jest obracane przez obracanie śruby w celu regulacji położenia wykrawania i wykrawania płyty o innej szerokości; a górna i dolna wymiana wykrawania matrycowego jest bardzo wygodna, potrzeba innego otworu tylko do wymiany górnej i dolnej matrycy.
Tnący
Nożyce hydrauliczne, o średnicy 63 mm; siłownik skoku cylindra 65 mm, aby zapewnić synchronizację cięcia na obu końcach dwóch ruchów cylindra, używając wału synchronicznego poprzez napęd zębatki. Nóż górny i dolny jest z wysokiej jakości stali narzędziowej ze stopu Cr12MoV, dzięki ścisłej obróbce cieplnej i wykończeniu, krawędź ostrza ostra, trwała, wycięta z obrabianego przedmiotu z dużą precyzją i bez zadziorów, bez zadziorów.
Blokada zamka Pittsburgh
Cała maszyna jest sterowana przez cylinder bez tłoczyska, aby się poruszać i realizować proces formowania blachy. Walcarka do walcowania na zimno wykonana z materiału GCr15, z surową obróbką cieplną i wykończeniem.
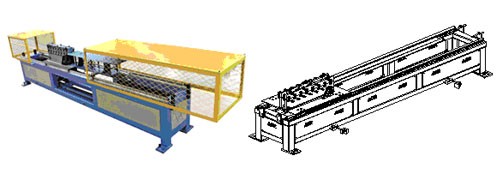
Transporter I
Okrągły manipulator szyny prowadzącej, wykorzystujący aluminiowy cylinder instalacyjny (TN5 * 80) jako siłę napędową. Arkusz osiąga wyznaczoną pozycję platformy podawania, serwomotor w celu sterowania ruchem manipulatora, Powierzchnia rolki przenośnikowej jest ocynkowana, a obie strony są wyposażone w urządzenie przytrzymujące, aby zlokalizować i zapobiec przepływowi materiału. Silnik przyjmuje przetwornicę częstotliwości w celu regulacji prędkości linii zasilającej, a blacha jest wysyłana do urządzenia formującego kołnierz stabilnie i niezawodnie.
TDF i urządzenie formujące kołnierz
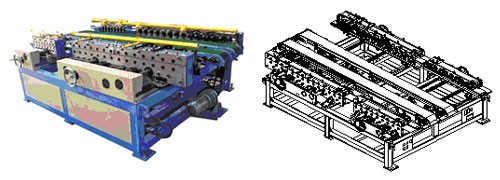
Po obu stronach zastosowania oddzielnego sterowania silnikiem, zastosowanie precyzyjnego ruchu prowadnicy liniowej można dostosować do różnej szerokości materiału płyty na zimno. W środku zastosowano dwa przenośniki taśmowe, aby dostosować się do prędkości walcowania na zimno.
A. wspólny kołnierz płyty: matryca do walcowania na zimno przez 14 zestawów symetrycznych dwóch zestawów rolek. Wałek wykonany jest z wysokiej jakości stali stopowej, która jest przetwarzana przez obróbkę cieplną i tokarkę sterowaną numerycznie, twardość wałka może osiągnąć 58 ~ 62HRC, a szerokość formowania można regulować.
B. kołnierz haczykowy (CS bone) kołnierz: matryca do walcowania na zimno przez 8 zestawów symetrycznych dwóch zestawów rolek. Wałek wykonany jest z wysokiej jakości stali stopowej, która jest przetwarzana przez obróbkę cieplną i tokarkę sterowaną numerycznie, twardość wałka może osiągnąć 58 ~ 62HRC, a szerokość formowania można regulować.
Urządzenie do podawania i składania
Przez stałą ramę, system napędu pasowego i system serwo. System serwomechanizmów osiowych o wysokiej precyzji liniowy typ ślizgowy, serwomotory. Arkusz na urządzeniu do formowania kołnierza do formowania kołnierza po wejściu na platformę podawania serwomechanizmu, a następnie urządzenie manipulatora zatrzymało się, najpierw ustawiając dobrą pozycję w (do pozycji zgodnie z produkcją rozmiaru średnicy kanału), arkusz przez taśmę przenośnika do tyłu maszyny składającej, gdy manipulator podawania arkusza za pomocą serwomechanizmu po przełączniku zbliżeniowym, sygnał indukcyjny do systemu sterowania, manipulator podnosi się, promując przez cylinder podnoszący, a silnik serwo uruchamia się szybko do przodu, aby złapać arkusz, gdy przełącznik stykowy na manipulatorze z tylną stroną arkusza, mechaniczna ręczna płytka zaciskowa zgodnie z parametrami projektowymi stopniowego podawania.



